金属增材制造(AM)涵盖了使用金属材料逐层创建三维零件的先进技术。在各种方法中,, 激光粉末床熔融 (LPBF) 由于其能够制造具有复杂几何形状的高精度零件,激光粉末床熔融(LPBF)技术已声名鹊起。在LPBF中,高能激光选择性地熔化金属粉末,逐层构建零件。该工艺首先在平台上铺上一层薄薄的粉末。然后,激光沿着预定的路径扫描粉末层,熔化粉末并在冷却过程中使其凝固。平台下降,再铺上一层粉末,如此循环往复,直至零件成型。然而,残余应力和变形等挑战促使人们需要创新的仿真方法。固有应变法(ISM)的出现改变了这一现状,它提供了一种计算高效的方法来预测和解决这些问题。本文将重点介绍以下三个关键概念,您可以点击感兴趣的部分:
请在本播客中收听这篇博客的摘要。.

Metal Additive Manufacturing (AM)
金属增材制造(Metal Additive Manufacturing,简称MAM),也称为金属3D打印,是指逐层构建三维金属零件的过程。它彻底改变了复杂金属零件的设计和生产方式。与传统的减材制造方法从较大的材料块中去除材料不同,MAM基于数字3D模型,从零开始逐层构建零件。它具有设计灵活性高、材料浪费少、交货周期短、机械性能可定制等优点,使其成为航空航天、汽车和医疗保健等行业不可或缺的技术。.
金属增材制造的主要类别包括:
- 粉末床熔融(PBF):
- 激光粉末床熔融(LPBF): 利用高功率激光选择性地熔化和融合金属粉末。.
- 电子束熔化(EBM): 利用电子束熔化和融合金属粉末。.
- 定向能量沉积(DED):
- 涉及使用激光或电子束等聚焦能量源将熔融材料直接沉积到基材上。.
这些类别代表了实现同一目标的不同方法:制造高精度、高复杂性的复杂金属部件。.
Laser Powder Bed Fusion (LPBF) Process
激光粉末床熔融(LPBF)工艺涉及快速的加热和冷却循环,使材料在粉末、液态和固态之间经历转变。这些转变会导致温度梯度和残余应力,进而可能导致最终产品变形。应对这些挑战对于生产可靠的高性能部件至关重要。.
该过程包括以下关键步骤:
- 粉末沉积在构建平台上铺上一层薄薄的金属粉末;;
- 激光扫描高能激光根据部件的横截面几何形状选择性地熔化粉末颗粒;
- 逐层建造平台逐渐下降,下一层粉末被施加并熔化,逐步构建零件。.
激光粉末床熔融工艺受多种参数影响,包括激光功率、扫描速度、扫描间距和层厚。这些参数对工艺有显著影响。 温度分布, 残余应力, , 和 失真 在最后一部分。通过实验优化这些参数是 昂贵 和 耗时, 这导致了以下措施的采用: 计算建模 和 仿真技术.
我们有一个 本教程专为Abaqus中的LPBF仿真而设计。. 本教程中的研讨会将讲解如何使用 Abaqus 进行激光粉末床熔融仿真,内容涵盖模型几何形状、材料属性以及关键工艺参数,例如辊筒和激光束速度。它将解释边界条件,并逐步讲解如何使用 Abaqus/CAE 进行建模,同时将“事件序列”数据与 AM Modeler 插件集成。该过程包括热分析和结构分析,最后进行结果评估。.
激光粉末床熔融(LPBF)技术的精度源于其对激光功率、扫描速度和层厚等参数的精准控制。这些参数直接影响成品部件的质量、密度和机械性能。LPBF技术能够制造轻量化结构、减少材料浪费并提供设计自由度,使其在航空航天、汽车和医疗器械等行业中具有不可估量的价值。.
Thermal and Mechanical Phenomena in LPBF printing
在激光粉末床熔融(LPBF)打印过程中,材料会经历快速的加热和冷却循环,在粉末、液体和固态之间不断转变。这些转变会导致复杂的热力学和机械相互作用,必须考虑这些因素才能预测最终成型零件的性能。关键因素包括:
- 热导率: 决定热量在加工过程中如何在材料中传播;;
- 潜热: 表示固态、液态和粉末态之间发生相变所需的能量;
- 比热容: 影响材料温度变化的速率。.
这些特性通常与温度有关,必须仔细定义才能进行精确模拟。.

Challenges in Laser Powder Bed Fusion Simulation Processes
尽管激光粉末床熔融(LPBF)打印具有诸多优势,但也面临诸多挑战,尤其是在打印过程中复杂的力学和热力学行为。快速的加热和冷却循环会在成型零件中产生温度梯度、残余应力以及潜在的变形。理解和预测这些现象对于优化打印工艺和确保最终产品的可靠性至关重要。.
Thermal-Mechanical Simulations for LPBF
热力学模拟 深入研究LPBF工艺过程中材料的热力学行为。模拟主要采用两种数值方法:
Detailed Thermal-Mechanical Simulation
这种方法包括完全耦合分析或部分耦合分析:
- 全耦合分析该方法同时评估热力学行为。几何形状在每个时间步都会发生变化,位移会影响温度分布。虽然该方法精度很高,但计算量很大,尤其对于复杂几何形状而言。.
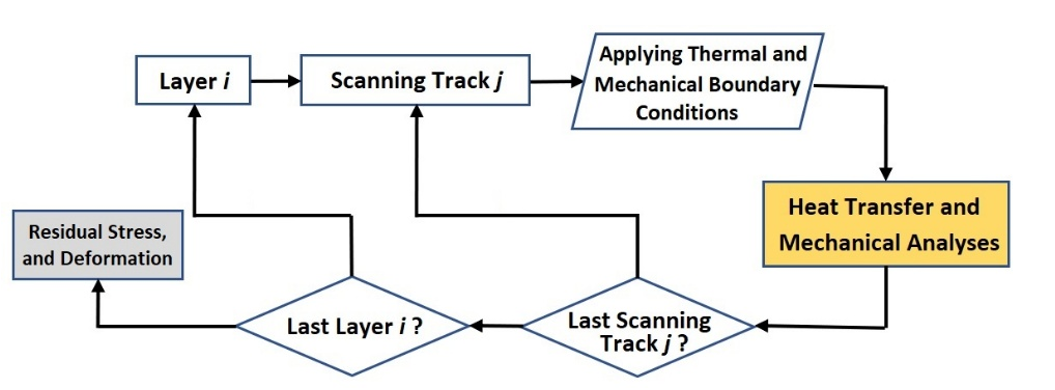
图 1:全耦合热力机械仿真分析工作流程
- 部分耦合分析:独立进行热力学和力学模拟。瞬态传热分析确定温度分布,随后将其作为温度场应用于准静态力学分析。这在保持合理精度的同时,降低了计算需求。.
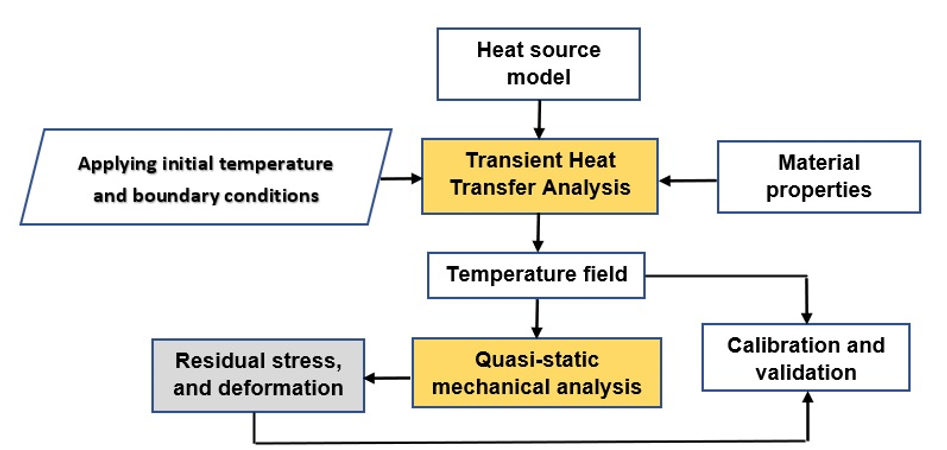
图 2:部分耦合热力机械模拟分析工作流程
固有应变法
这种简化的方法计算效率高,尤其适用于预测大型或复杂零件中的残余应力和变形。固有应变法(ISM)起源于焊接力学,现已应用于激光粉末床熔融(LPBF)模拟。ISM关于Abaqus中金属LPBF仿真的完整教程)
固有应变法(ISM)
模拟和应对激光粉末床熔融(LPBF)打印挑战的一种有效方法是固有应变法(ISM)。该技术通过用预定义的应变值代替复杂的热力相互作用,简化了残余应力和变形的计算分析。固有应变值来源于详细的模拟或实验,代表了热循环引起的累积应变。.
ISM 专注于关键结果——应力和变形——而无需模拟整个热历史,从而降低计算时间和复杂度。通过将构建过程划分为层或轨道,ISM 迭代地应用固有应变值,模拟 LPBF 的逐层成型特性。.
Significance and Applications of the Inherent Strain Method
ISM方法尤其适用于计算效率至关重要的大规模仿真和优化研究。该方法将热力学和机械相互作用抽象为易于管理的数据集,使工程师能够预测残余应力、优化构建策略并减少变形。此外,它还有助于探索各种工艺参数,例如激光功率和扫描策略,从而最大限度地减少缺陷并提高零件性能。.
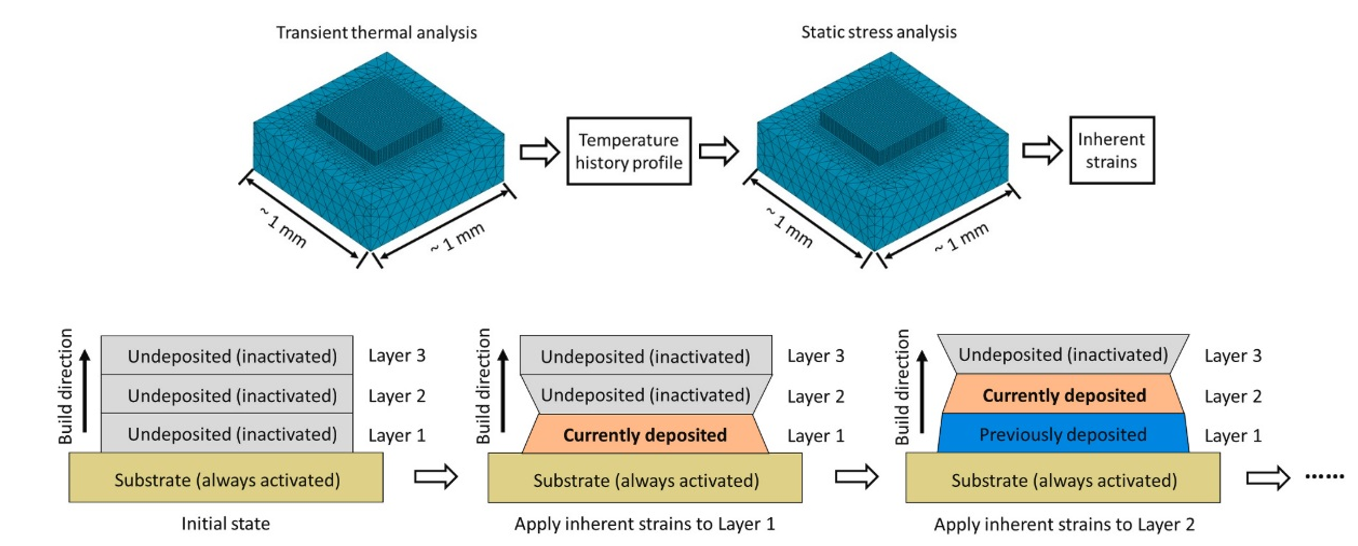
图 3:固有应变法的分析工作流程 [参考]
The Inherent Strain Methodology
固有应变法将激光粉末床熔融(LPBF)工艺分为两个不同的阶段,从而简化了该工艺:
Micron-Scale Modeling
- 通过详细的热力学模拟,捕捉微观层面的塑性应变张量。微观建模的完整教程和分步讲解)
- 提取这些张量,表示层凝固过程中由热效应和机械效应引起的固有应变。.
Macro-Scale Modeling
- 从微米尺度模型中获得的固有应变值被应用于宏观尺度力学模型。.
- 采用逐层分析的方法,可以预测最终零件中的残余应力和变形,从而减少计算量。.
Theoretical Background of ISM
固有应变法假设总变形是由弹性应变、塑性应变、热应变和相变应变的总和造成的。在激光粉末床熔融成型(LPBF)过程中,热应变和相变应变通常在冷却阶段减小,因此塑性应变成为固有应变的主要组成部分。.

经典固有应变法
为了提高精度,改进的固有应变方法考虑了中间状态下的弹性应变和塑性应变以及稳态下的残余弹性应变。这种改进提高了激光粉末床熔融模拟中残余应力和变形的预测能力。.
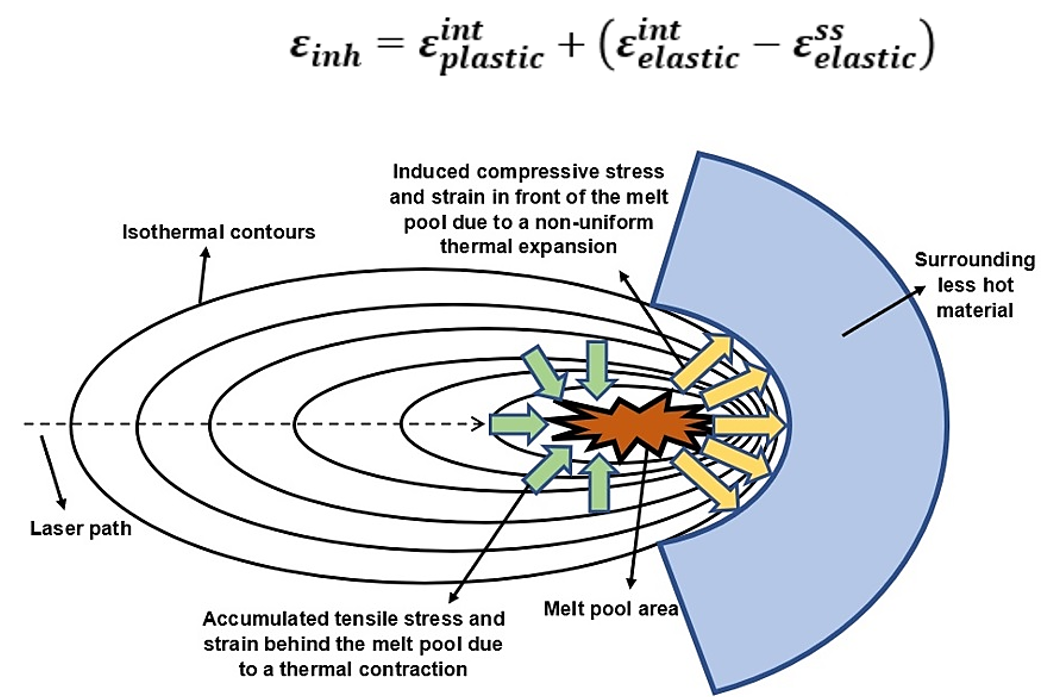
图4:熔池区域热胀冷缩引起的压拉应力应变形成机制
Comparison to Other Methods
与详细的热力学模拟相比,固有应变法具有显著的优势。 降低计算成本, 尽管 降低的准确性. 它非常适合计算资源有限的大规模模拟。 限制因素.
Why choose Subroutine Over AM Plugin
而像 Abaqus 这样的商业软件则提供了 模块化插件 对于LPBF仿真,此类工具通常具有 限制, 包括降低自定义热源模型和温度相关材料属性定义的灵活性. 通过采用固有应变法并利用 Python脚本编写,, 用户可以在模拟中获得更大的控制权和适应性。此外,固有应变法已被广泛应用于各种商业软件中,但其底层算法尚不明确。因此,首要目标是确定固有应变值的定义价值。.
Simulation Workflow
仿真工作流程涉及两个关键建模尺度:
- 微米尺度:在此阶段,需要确定几何形状和工艺参数,例如激光功率、扫描策略和层厚。热分析预测温度分布,力学分析提取固有应变值。这些分析需要精确的材料属性定义和定制的工艺参数。 子程序(USDFLD 和 Dflux) 模拟复杂的热力机械相互作用。.
- 宏观尺度:利用提取出的固有应变值,宏观尺度模型预测 残余应力和变形. 聚合方法通过将多个层分组来简化模拟,从而实现高效计算。.
接下来,我们的讨论将围绕我们开发的培训资料包展开。您可以从以下链接下载该资料包: 这里, 或者点击查找使用插件的类似软件包 这里.
Micro Scale
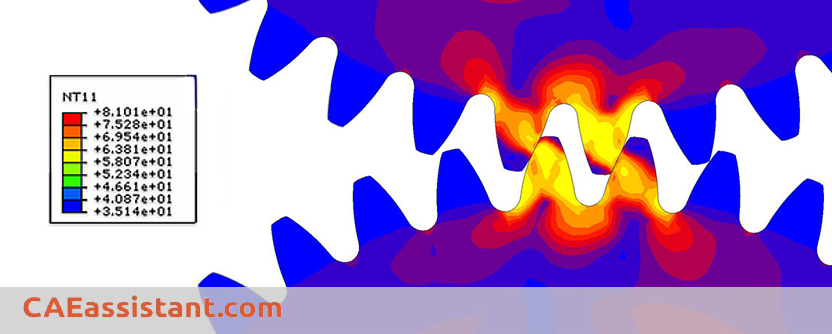
该模型采用双层结构,每层均采用特定的扫描策略。第一层采用纵向扫描,第二层采用横向扫描。所用材料为Inconel 718,是一种广泛应用于工业领域的超合金。模型的几何形状和材料属性均经过精心定义,包括尺寸、层厚、激光功率等特性。.
本文分析了LPBF工艺过程中材料的热力学行为。首先进行热分析,提取温度分布,并确定材料的热导率、密度和比热容等属性,同时考虑这些属性对温度和状态(粉末、液体或固体)的依赖性。.
模拟过程中,使用子程序来处理材料属性的变化。这包括定义温度转变的变量,并在每个模拟步骤中更新状态。该过程使用热源模型来模拟激光运动,其参数经过精心定义,以反映实际情况。.
各层和基底组装完毕后,施加相互作用、边界条件(对流和辐射)以及约束条件。扫描策略通过用户自定义代码实现,以模拟激光在每条轨迹上的运动。该模拟考虑了激光速度、功率和路径等多个方面。.
该流程的最后一步是定义冷却时间和输出参数,例如温度分布和热通量。最后,执行模拟,并进行检查以确保其正常运行和结果准确。该方法能够对激光粉末床熔融(LPBF)工艺进行详细分析,从而深入了解温度效应和材料行为。.
以下是简化的解释:
一、层沉积和熔化:
-
- 材料逐层沉积,激光熔化每一层,形成固体结构。.
- 在沉积并熔化第一层之后,需要稍作停顿使其冷却,然后再添加下一层。后续层的热量可能会重新熔化之前的层,但这取决于施加的热量大小和持续时间。.
二、温度控制和层行为:
-
- 该工艺旨在控制每一层的温度,以确保良好的粘合性。温度历史记录显示了随着新层的添加,各层是如何重新加热和固化的。.
- 具体的材料和工艺参数,如激光功率和层厚,决定了需要多少层以及它们如何进行热相互作用。.
三、材料性能:
-
- 材料的弹性、塑性等特性会随温度变化。通过建立这些特性的模型,可以准确预测材料在热应力和机械应力下的行为。.
四、仿真与分析:
-
- 建立了一个模拟模型来模仿真实世界的流程。这包括详细的步骤,用于在激光穿过各层时激活模型中的各个元素。.
- Python 脚本可以自动完成很多工作,定义活化步骤、温度条件和材料变化。.
五、输出和提炼:
-
- 结果显示了材料如何从粉末到液体再到固体的转变,突出了应力、应变等机械性能的变化。.
- 计算由加热和冷却循环引起的固有应变,以进行宏观尺度建模。.
Macro Scale
在此阶段,研究重点转向悬臂梁的宏观建模,以模拟其在层沉积过程中和沉积后的力学行为。目标是考虑增材制造工艺引起的残余应力和变形。具体方法如下:
一、向宏观尺度过渡:
-
- 完成微观尺度模拟后,获得了关键的热力学和应变数据,这些数值将被整合到宏观尺度模型中。这涉及到根据模拟构建过程中各元素(代表层)的热状态来激活它们。.
二、层状建模:
-
- 为了避免对每个真实的物理层进行建模(这将耗费大量的计算资源),我们采用了一种近似方法。将多个物理层合并成数量较少的“等效层”。例如,根据累积厚度将多个层组合在一起,这样既能降低计算负担,又能保持精度。.
三、材料和机械性能:
-
- 材料的弹性、热膨胀等属性均已定义。微观尺度模拟数据用于确定各向异性热膨胀系数,从而确保宏观尺度模型能够准确反映材料行为。.
IV. 元素活化:
-
- 模拟过程中,各层被逐步“激活”,从而模拟沉积过程。这需要根据预先设定的工艺参数,逐层指定光束的哪些部分变为活性状态。.
五、仿真执行:
-
- 在定义几何形状、层数和材料属性后,对模型进行网格划分,并在仿真环境中运行。这项工作包括观察在移除支撑和构建层数的过程中梁的力学行为。.
六、结果与验证:
-
- 该仿真模型预测了梁在每次移除支撑后的残余变形。这些预测结果与实验结果进行了比较。通过优化等效层数,模型的预测结果与观测数据吻合良好,验证了该方法的有效性。.
七、层数的影响:
-
- 等效层数对仿真精度有显著影响。层数越多,预测结果越准确,但计算时间也越长。通过选择合适的等效层数,可以在保证结果可靠性的同时,避免过大的计算需求,从而达到最佳平衡。.
总之,宏观尺度建模结合了微观尺度的数据,并利用等效层等近似方法,高效地模拟和预测力学响应,从而确保精度和合理的计算时间。该过程支持与实际实验进行验证,证实了其可靠性。.
LPBF打印是3D打印方法之一,您已经在这里看到了它的模拟方法,但是其他3D打印方法及其模拟呢?其他方法的3D打印模拟是如何进行的?增材制造模拟的关键参数是什么?我们为什么需要3D打印模拟?
您可以在我们的完整博客中找到所有这些答案:“增材制造仿真终极指南“
结论
在本篇博客中,我们探讨了固有应变法 (ISM),它是一种模拟金属增材制造 (MAM) 中激光粉末床熔融 (LPBF) 工艺残余应力和变形的有效方法。LPBF 工艺能够制造高精度金属零件,但同时也引入了复杂的热力学和机械相互作用,这些相互作用会影响零件质量。准确预测这些影响有助于优化制造参数并减少缺陷。.
首先,我们介绍了MAM和LPBF,阐述了它们的重要性以及快速加热和冷却循环带来的挑战。然后,我们探讨了不同的仿真方法,包括详细的热力学仿真和ISM,重点强调了ISM以更低的计算成本预测变形的能力。我们从两个建模尺度讨论了ISM的方法:微米尺度仿真提取固有应变值,宏观尺度模型利用这些值来预测变形。通过将ISM与其他方法进行比较,我们突出了其计算效率和适应性。最后,我们概述了使用Abaqus的仿真工作流程,展示了子程序如何提高ISM实现的灵活性和控制性。.
通过这篇博客,我们展示了ISM方法将热力相互作用简化为固有应变值,从而兼顾了计算效率和精度。工程师可以利用这种方法优化增材制造工艺,使其成为预测LPBF工艺残余应力的实用有效工具。.
本博客作者是: 侯赛因·穆罕默德塔赫里