Abaqus焊接仿真在预测焊接对材料的影响方面至关重要。它能帮助工程师了解热效应、变形、材料扭曲和残余应力。这在复杂的焊接环境中尤为有用,因为传统方法可能无法提供准确的结果。Abaqus能够对热分布和材料行为进行详细分析,使其成为焊接过程中不可或缺的工具。.
Abaqus采用多种技术模拟焊接过程,例如热流配置和用于自定义热条件的DFLUX子程序。“单元的生死迭代”方法也至关重要,它允许在焊接过程中添加材料。该软件运用拉格朗日法、欧拉法和ALE法等多种理论方法,精确模拟焊接过程中的材料流动和变形,从而确保结果的真实性。.
本博客将逐步介绍 Abaqus 焊接仿真。您将学习如何使用不同的仿真方法,并将其应用于实践,例如创建零件和设置材料属性。此外,博客还会解释用于追踪材料变形的理论方法。最后,博客将介绍各种焊接方法,从熔焊到非熔焊,并展示它们在航空航天和汽车等行业中的实际应用。.
Abaqus Welding Simulation Methods
Abaqus提供了多种焊接仿真方法,例如热流配置、自定义子程序、渐进式材料添加和高级热建模,以实现精确、真实的焊接过程模拟。这些方法构成了Abaqus焊接仿真的基础。.
- 直接设置
直接设置功能允许直接在 Abaqus 中配置热通量、材料属性和边界条件,从而实现简单的模拟。.
允许用户自定义热通量分布,以在 Abaqus 中模拟焊接过程中复杂的热条件。.
- 元素的死亡与诞生
通过逐步激活或停用网格元素来模拟材料的添加或移除。.
- 表面和体积热通量
将热通量施加到特定表面或体积,从而在 Abaqus 焊接模拟中实现精确的热建模。.
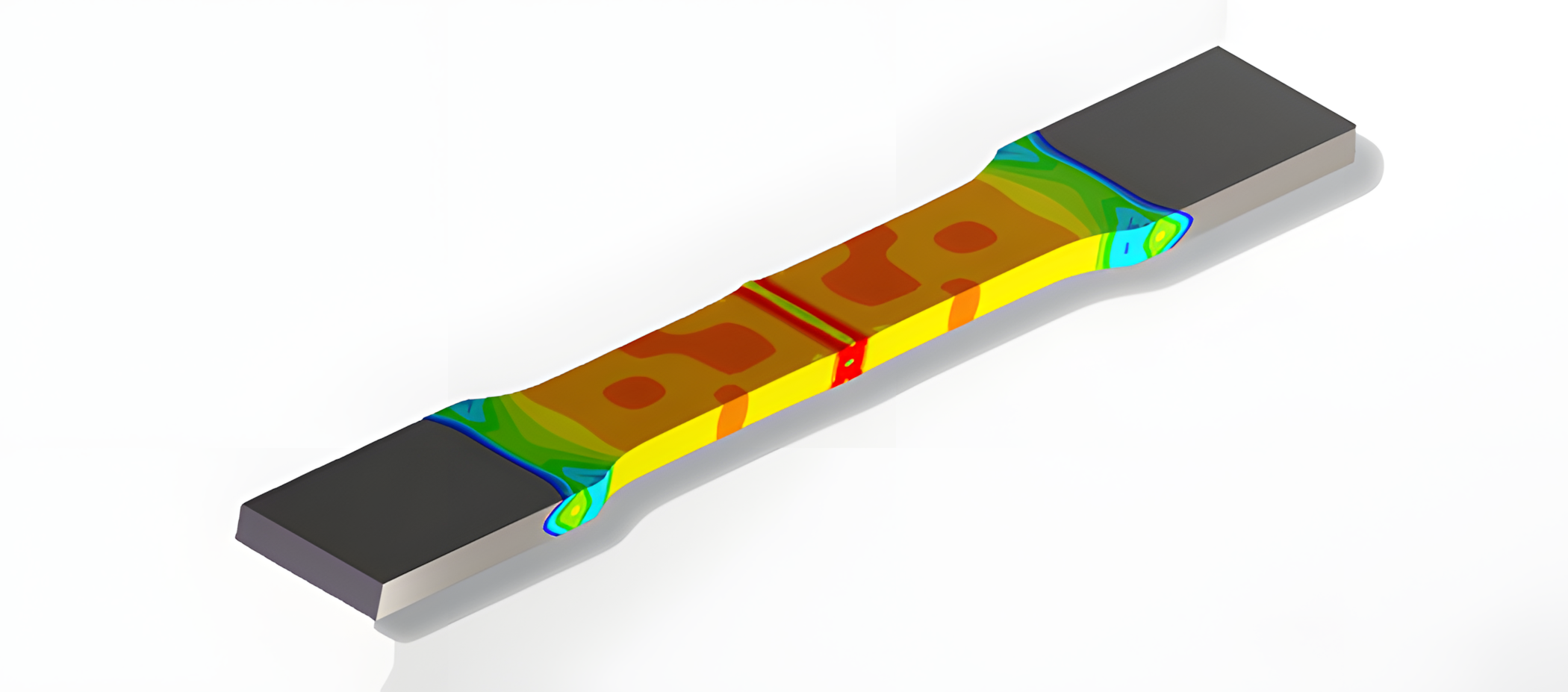
图 1:Abaqus 焊接仿真
我们的教程包课程涵盖了所有这些模拟方法以及更多内容。 “什么是焊接模拟方法?“。”.
Welding Simulation with DFLUX Subroutine
在 Abaqus 中,DFLUX 子程序允许用户在焊接模拟中定义自定义热通量分布。.
这项功能对于准确模拟焊接过程中复杂的热条件至关重要,它能够模拟标准预定义选项可能无法捕捉到的局部加热效应和瞬态热行为。.
What is the Method of Death and Birth of Elements?
Abaqus 中的“死亡与诞生”方法是指在模拟过程中停用(杀死)和重新激活(诞生)元素的技术。.
这种方法在 Abaqus 焊接模拟中特别有用,可以表示随着焊接的进行而添加的新材料,从而更真实地描绘焊接过程及其对整体结构的影响。.
What is the Surface Volumetric Thermal Flux Method?
Abaqus 中的表面体积热通量方法涉及在模型表面或整个体积内施加热通量。.
这对于准确模拟焊接过程的热特性至关重要,因为它能够表示热输入分布,而热输入分布直接影响焊接过程中和焊接后的热梯度和后续材料行为。.
Resistance Welding in Abaqus
电阻焊是一种应用广泛的焊接方法,它结合了电流产生的热量和机械压力。由于电热相互作用和压力施加的建模复杂性,在 Abaqus 中模拟这一过程可能具有挑战性。.
图 2:电阻焊接 [参考]
Example of Welding in Abaqus: Step by Step guide
我们将向您展示 Abaqus 中的焊接示例,说明如何进行仿真以确定您项目的答案。.
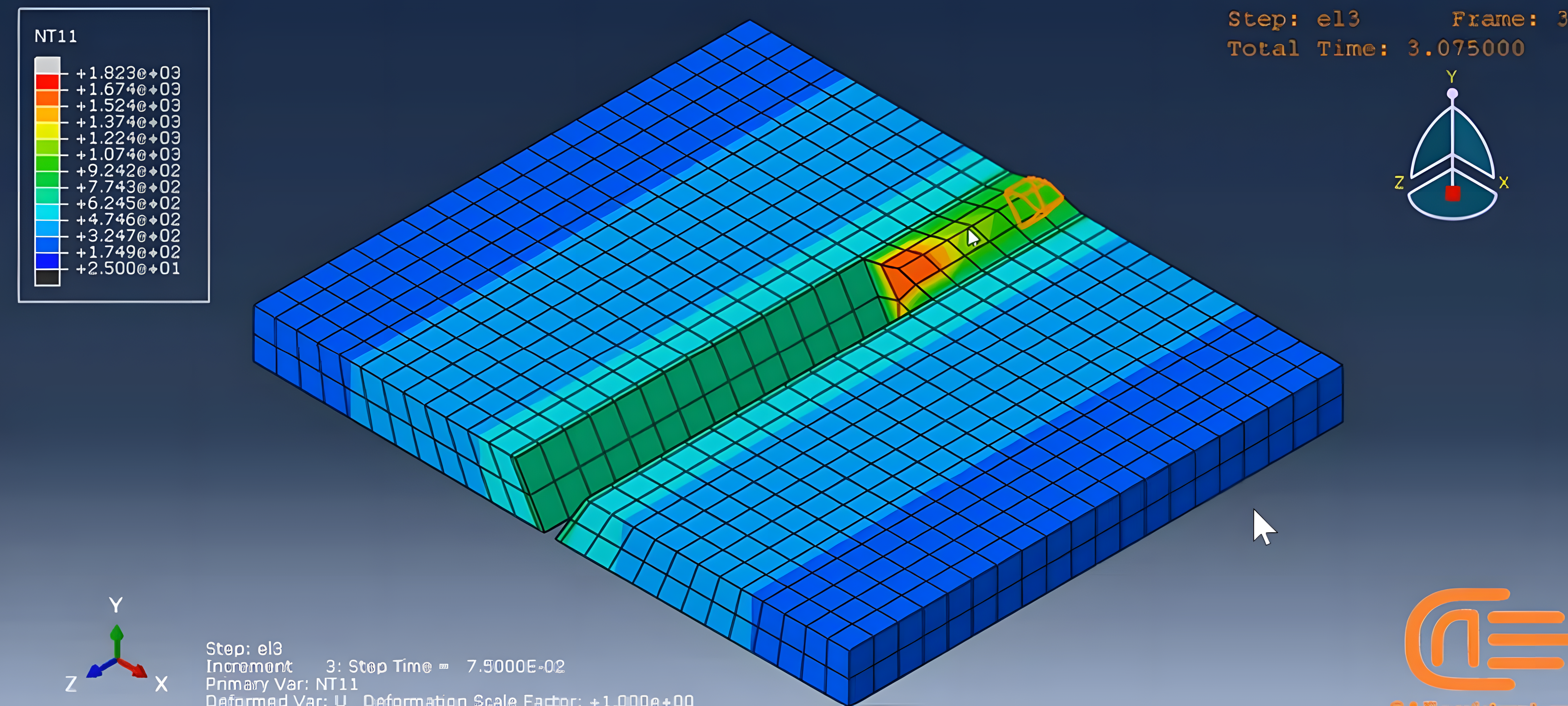
图 3:Abaqus 对接焊接中元素的死亡与诞生
在 Abaqus 中,采用单元法进行对接焊仿真是一项具有挑战性的任务,但不用担心,我们将在研讨会上演示仿真过程。我们将使用一些特定的单元来运行仿真。.
Creating Parts and Dimensions
根据图4所示尺寸制作焊接件,并将两个母材件组装在一起。焊接件由若干小部件组成,将在焊接过程中逐步添加。.
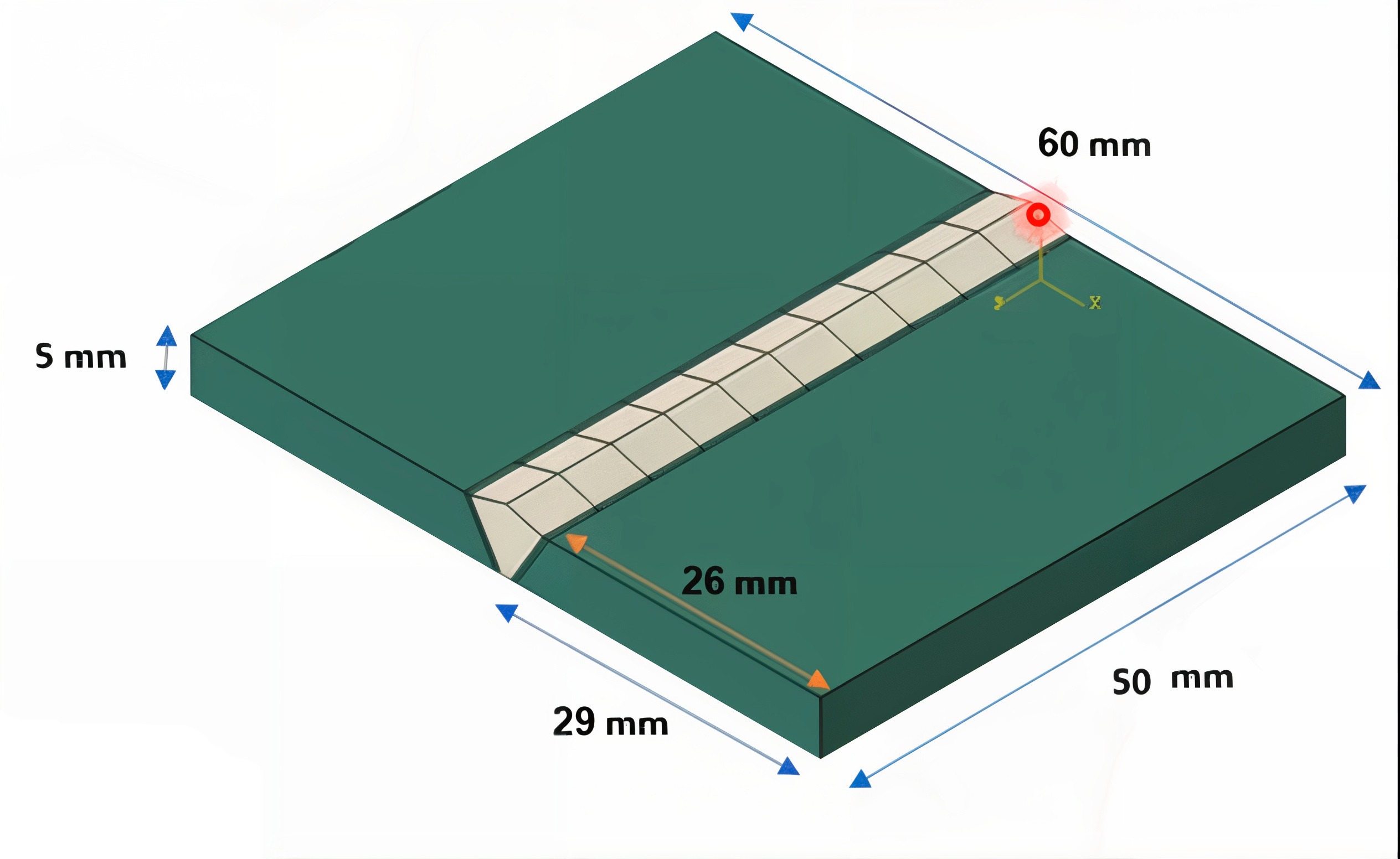
图 4:金属部件的基座和焊缝
首先绘制一个具有可变形和实体(拉伸)的三维实体模型。然后创建并组装焊接部件。.
材料特性
温度为 100 度时的膨胀系数为 1.19e-5,温度为 5000 度时的膨胀系数为 1.38e-5,我们在模拟中使用了这个值。.
弹性模量的单位是帕斯卡,如下表所示:
| 弹性模量 | Poisson ratio | Temp |
|---|---|---|
| 2.07E+11 | 0.253 | 20 |
| 1.9E+10 | 0.24 | 1500 |
我们需要定义潜热、固相线温度和液相线温度,因为存在熔化现象。固相线温度是合金完全固态时的最高温度。液相线温度是合金完全液态时的最低温度。潜热是焊接过程中释放的能量。.
| Latent Heat (J/Kg) | Solidus Temp (Centigrade) | Liquidus T (Centigrade) |
|---|---|---|
| 300000 | 1475 | 1500 |
首先将两块板组装在一起,然后在焊接过程中逐步添加焊接部分。.
步骤定义
元素的生灭过程定义在此处的步骤模块中给出。由于采用了元素生灭方法,我们需要为该分析定义 12 个步骤。在非活动步骤中,仅包含母材和焊缝,其作用是使母材和焊缝保持静态状态。之后,在接下来的第 10 个步骤中,焊接过程将开始。最后,定义了冷却步骤,用于冷却过程,这将在后面进行解释。.
为什么是十步?
如图 4 所示,焊接元件由 10 个部分组成,因此我们选择 10 个步骤,因为这是在该过程中要创建的 10 个元件,如图 5 所示。.
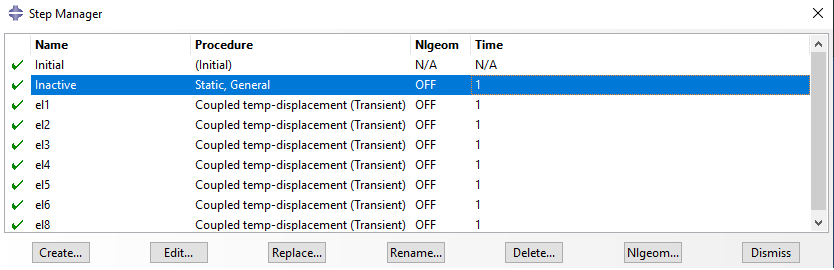
图 5:为 10 个元素创建的步骤
分娩的每个步骤都将是瞬态的和线性的。此外,在这种情况下,温度设定为2000摄氏度。.
请注意,除第一步外,所有步骤都必须耦合。此外,求解器必须是标准求解器。因为我们使用模型变更交互来创建单元方法。.
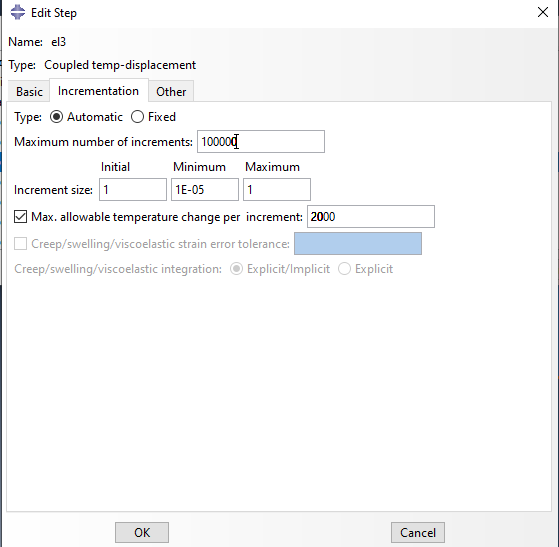
图 6:步长设置
第一步,静态通用类型的非线性几何形状关闭,其他设置均为默认值。接下来的十个步骤分别命名为“el1”到“el10”,它们的设置与图6相同。非线性几何形状关闭。选择瞬态响应,因为在此过程中温度会发生变化。将每次增量的最大允许温度变化设置为2000。其他设置均为默认值。.
最后, 最后一步 它被称为 冷却阶段 (步骤)将执行冷却阶段,持续 100 秒,以完成整个流程。在现场输出请求编辑器中,我们使用默认输出变量。.
现在你应该明白为什么我们需要 12 个步骤了吧。.
相互作用
在本模块的仿真过程中,我们必须定义各部件之间的接触状态。在每个步骤中,我们一次选择一个焊接单元,并对所有已定义的步骤重复此操作。.
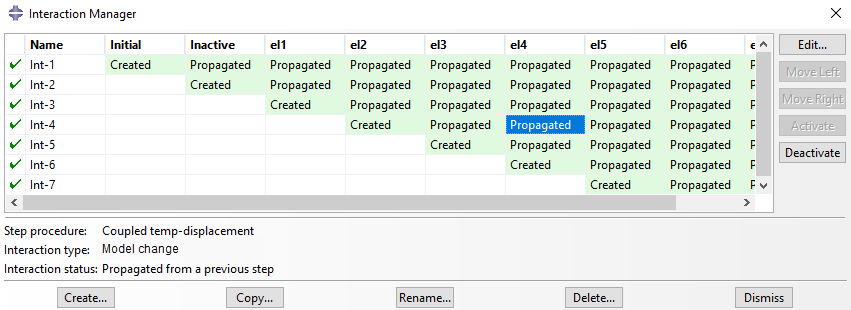
图 7:相互作用
打开交互管理器对话框,在名为“非活动”的第一步中,所有焊接元素均处于非活动状态。从区域类型中选择“几何体”,然后选择所有焊接部件。接下来,选择此步骤中已停用的部件。.
接下来的 10 个步骤中,我们将逐个激活焊接元素。对于每个焊接元素,创建一个新的交互,选择模型更改。选择当前未激活的步骤,命名交互,然后单击“继续”。设置与我们之前解释的相同,现在选择焊接部件,然后单击“完成”。.
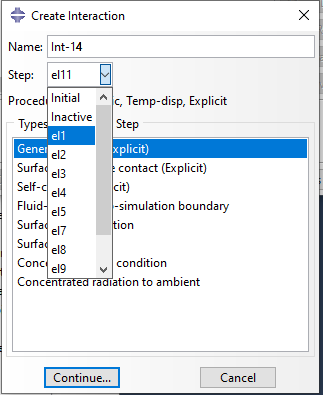
图 8:活性和非活性
接下来,我们需要激活一个焊接元件。再次选择“模型更改”,选择第一个焊接元件,然后选择“重新激活”。对剩余的9个焊接元件执行此操作。现在,只需删除多余的交互,然后转到下一个模块。.
Loading and Boundary Conditions
我们使用 Encastre 固定模型的右侧边界。该边界条件从分析开始到结束始终有效。接下来,我们为 Abaqus 焊接过程中的所有 10 个步骤创建载荷。载荷类型为“体热通量”,大小为 5e9,呈均匀分布。该热通量瞬时施加。.
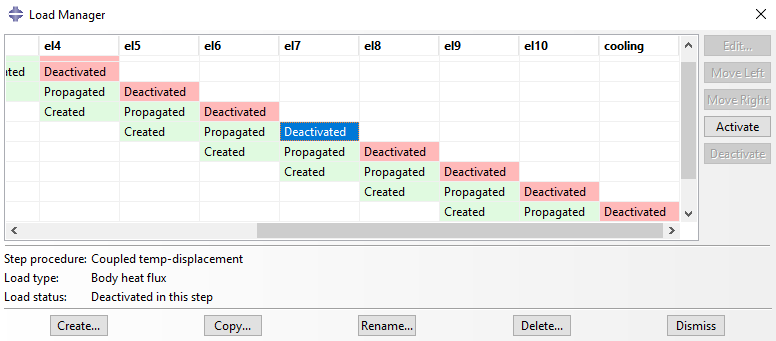
图 9:基于各元素步骤的负载管理器
如图 9 所示,其他 9 个步骤也具有类似的加载条件。需要注意的是,每个体热通量仅在下一个步骤之前有效,之后将失效。随着焊笔向前移动,焊笔产生的热量会集中在焊笔周围。此外,在冷却步骤中,体热通量也将失效。.
另外请注意,您需要停用之前的体热通量负载,以便模拟图 9 所示的焊接模拟。.
我们创建一个载荷来演示如何操作。在“创建载荷”对话框中,从类别中选择“热”,选择“体热通量”,然后单击“继续”。选择第一个焊接单元,在“大小”字段中输入 5e9,然后单击“确定”。此载荷仅在下一步中保持有效。对后续步骤执行相同的操作。同样,载荷仅在下一步中保持有效。.
接下来,我们需要定义初始温度。焊缝与母材之间部分的初始温度为25摄氏度。但焊缝本身的初始温度为1500摄氏度,因为这是液相线温度。.
网格划分
现在我们对模型进行网格划分。我们将图 10 中的各个部件逐一进行网格划分。我们使用结构网格划分技术。网格的全局尺寸约为 0.0025,采用六边形结构化网格。单元类型为标准耦合温度位移衬套几何形状 (C3D8T)。.
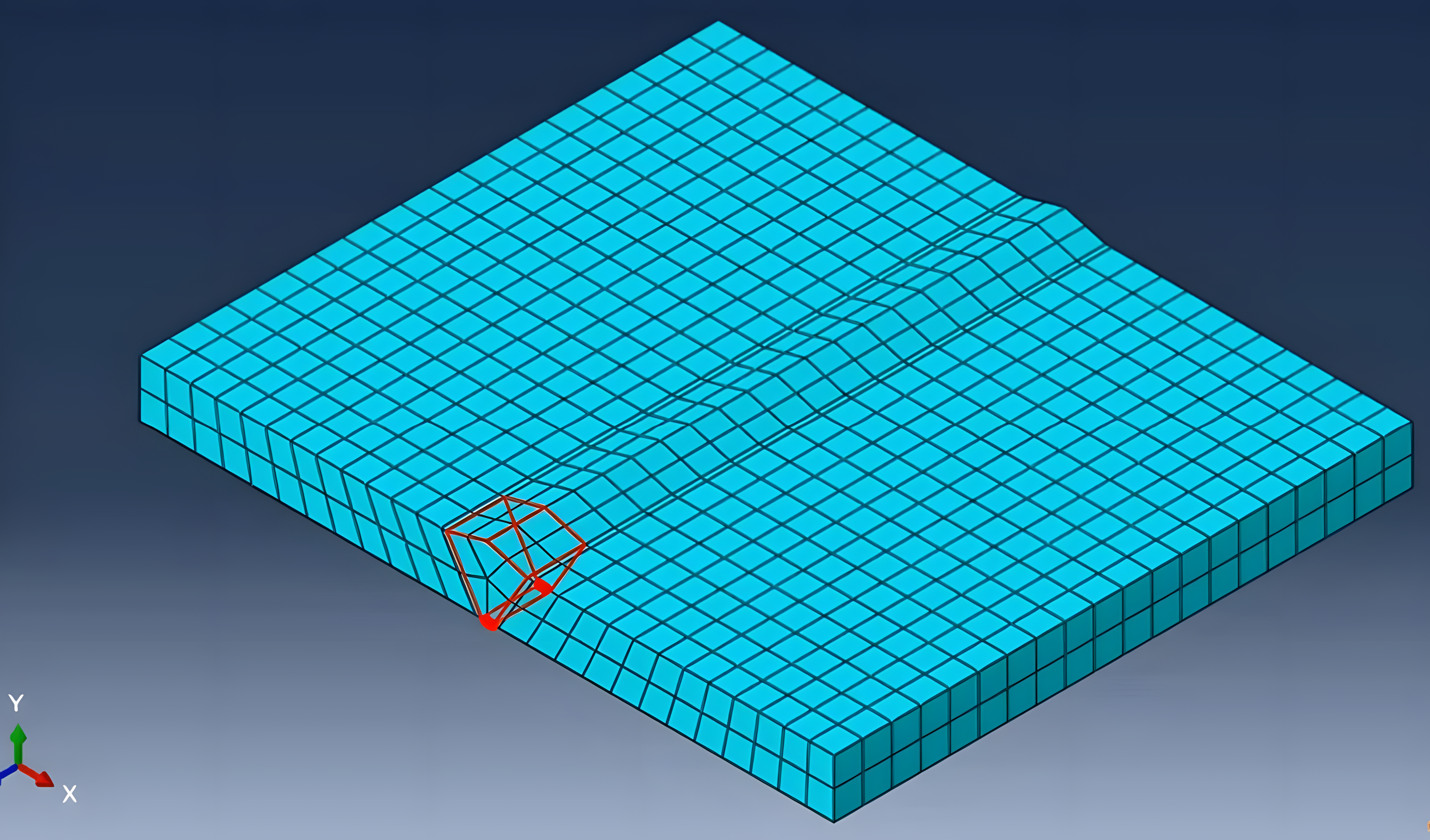
图 10:对各部分进行网格划分
然后,将单元类型定义为耦合温度位移,作为单元族类型。.
工作和结果
接下来,我们运行作业模拟以确定结果。然后在可视化模块中,我们可以选择要查看的内容,例如外边缘及其变形,或者选择动画来查看焊接模拟视频。如果需要调整,您可以使用动画选项来更改任何自定义设置。.
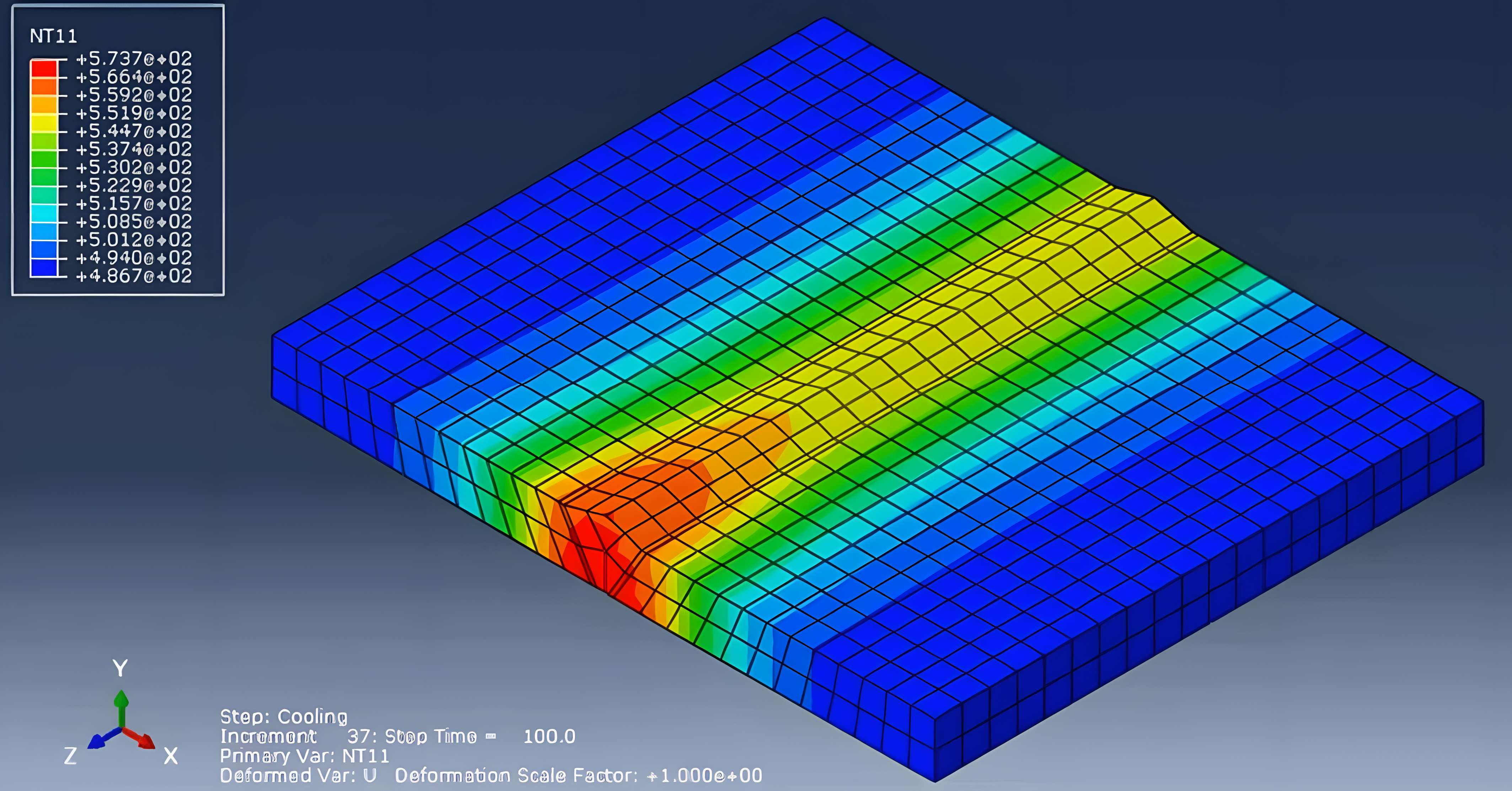
图 11:仿真结果
通过播放,焊接单元将逐渐出现,形成实际的焊接模拟。考虑到我们的分析是瞬态的,一些等值线(例如应力和温度)会在求解过程中发生变化。您可以从场输出变量中选择节点温度,以在等值线图中查看温度分布。如图 11 所示,初始温度为 1500 摄氏度。由于分析是瞬态的,因此温度仅在焊接进行时应用于当前的焊接单元。.
如果您想了解有关如何设置此 Abaqus 焊接仿真程序的完整信息,请参阅研讨会。 “对接焊接与元素的死亡和诞生方法“.
Element and Theories in Welding Simulation
本节探讨了 Abaqus 焊接模拟中用于有效处理不同变形和材料流动场景的四种关键理论方法——拉格朗日方法、欧拉方法、ALE 方法和 SPH 方法。.
Abaqus 中的焊接模拟利用了四种主要的理论方法,从而可以确定热效应,如热分布、热影响区、冷却速率。.
在焊接问题中,我们通常想知道结构是否能够承受焊接过程中产生的高温。焊接过程中的温度或热分布将通过传热方程理论来确定。(图 12)
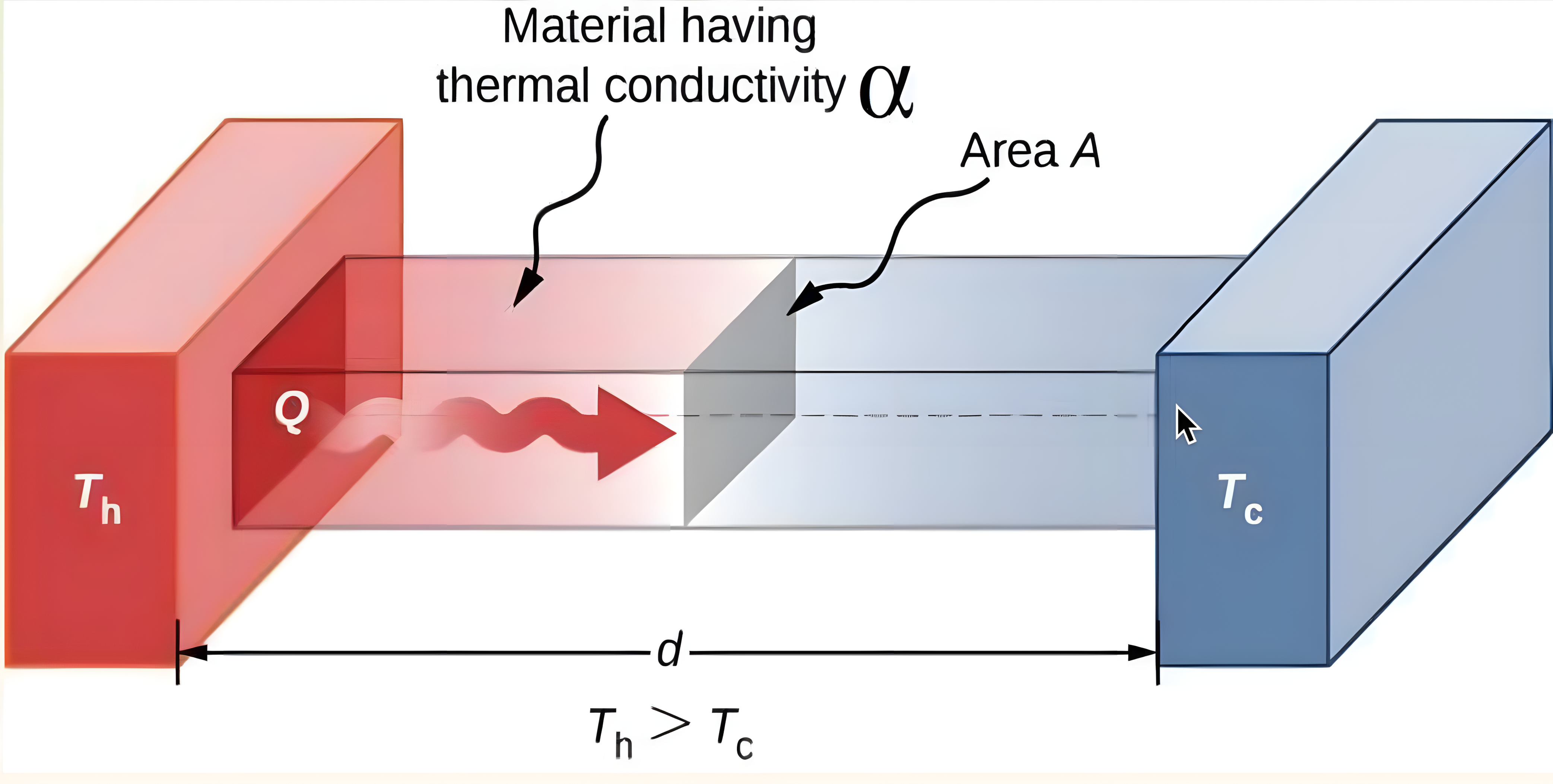
图 12:焊接过程中的热传递 [参考]
然而,对于焊接过程中材料的变形测定或应变测定,我们采用以下列出的经典理论。.
- 拉格朗日理论
- 欧拉理论
- 任意拉格朗日-欧拉 (ALE)
- 光滑粒子流体动力学(SPH)
What is the Lagrangian Theory?
焊接模拟中的拉格朗日方法通过将计算网格附加到材料本身来跟踪材料变形,并且非常适合固体力学问题,因为它简化了边界条件的应用。.
然而,在高变形条件下,网格可能会发生扭曲,导致仿真结果不准确。因此,使用此方法时,精细的网格管理至关重要。.
What is the Eulerian Theory?
在欧拉方法中,计算网格在空间中保持固定,而物质则在其间流动。这种方法在涉及大变形的场景中尤为有效,因为它能防止网格畸变。.
然而,精确追踪界面和自由表面可能具有挑战性,需要复杂的算法来确保材料的精确表征。(见图13)
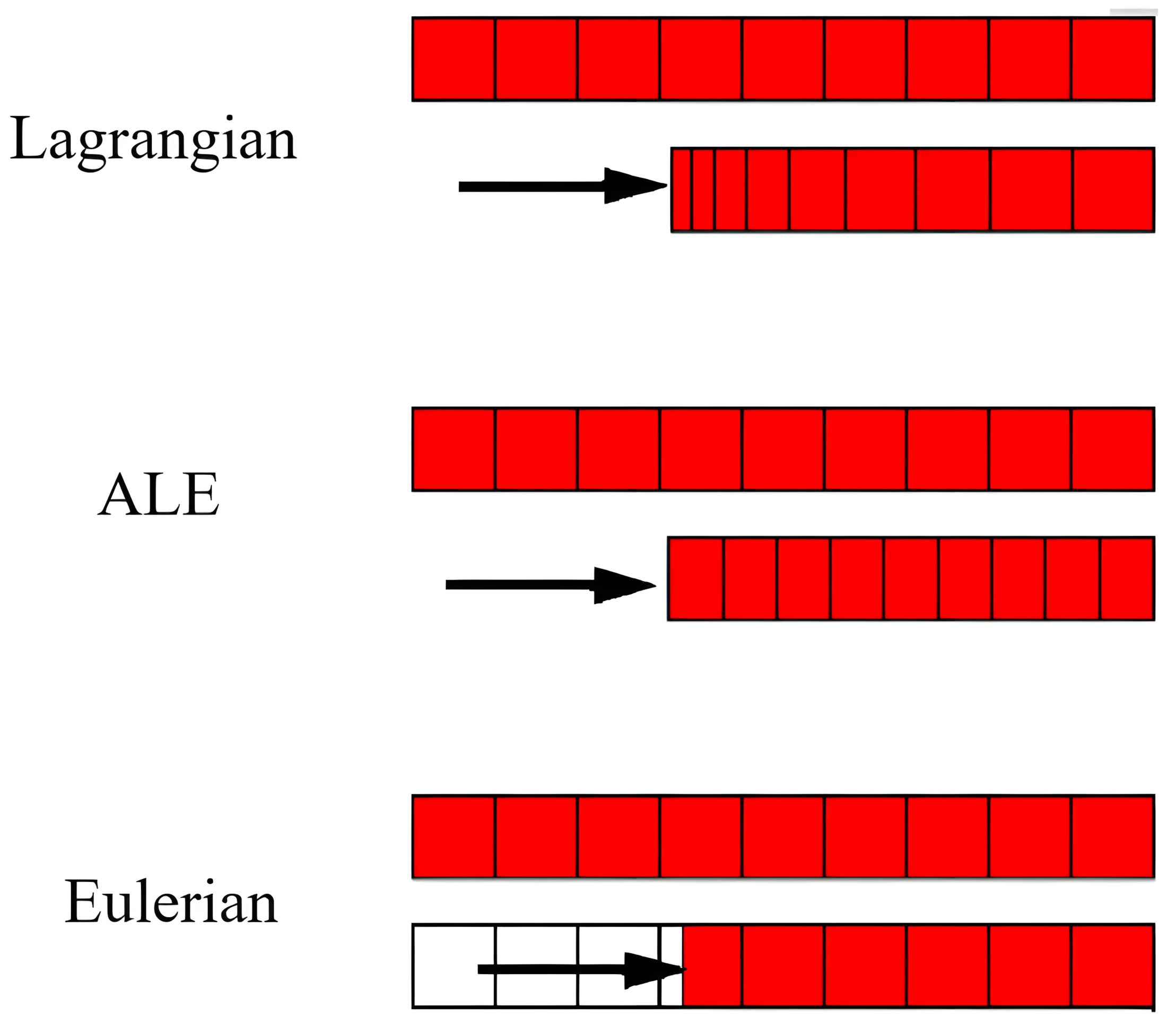
图 13:网格和材料在不同方法下的运动
What is the ALE Theory?
任意拉格朗日-欧拉方法结合了拉格朗日方法和欧拉方法的优点。在该方法中,网格可以独立于材料移动,从而能够灵活地处理大变形,同时最大限度地减少网格畸变。.
这种多功能性使得 ALE 在焊接模拟中特别有用,因为在焊接模拟中,材料流动和结构完整性都至关重要。.
What is the SPH Theory?
光滑粒子流体动力学是一种无网格方法,它将材料表示为粒子的集合。.
每个粒子都具有质量、速度和温度等属性。SPH 特别适用于模拟涉及极端变形、高应变率或复杂自由表面流动的现象,例如爆炸或流体飞溅,而传统的基于网格的方法在这些情况下可能会失效。.
What Are the Welding Methods?
焊接方法大致可以分为两大类,, 熔焊 (融化)和 非-熔焊 (不熔化) . 这两种方法在现代工业焊接模拟中都至关重要。.
每种焊接方法都有其独特的机制、应用和注意事项。那么,让我们一起来了解一下吧!请记住,工业界的大多数焊接方法都已在相关文档中进行了解释,阐述了它们的优缺点以及具体特点。 完整焊接教程.
How is the Fusion welding performed?
熔焊或熔化焊接法是指利用热量熔化并连接材料,使其冷却后粘合在一起。该工艺可能需要也可能不需要填充材料,填充材料用于填充两个部件之间的间隙,起到焊接连接的作用。我们将分别举例说明,请继续阅读下文!
以下是一些常见的例子 示例 在融合类中:
- 电子束焊接(EBW)
电子束焊接 (EBW) 利用高能电子熔化并连接材料,具有卓越的精度和穿透力。它在真空环境下进行,减少了污染,并可实现深焊。与电弧焊或激光焊不同,电子束焊接非常适合厚截面焊接,因此非常适合需要精确、无缺陷接头的航空航天和汽车行业。.
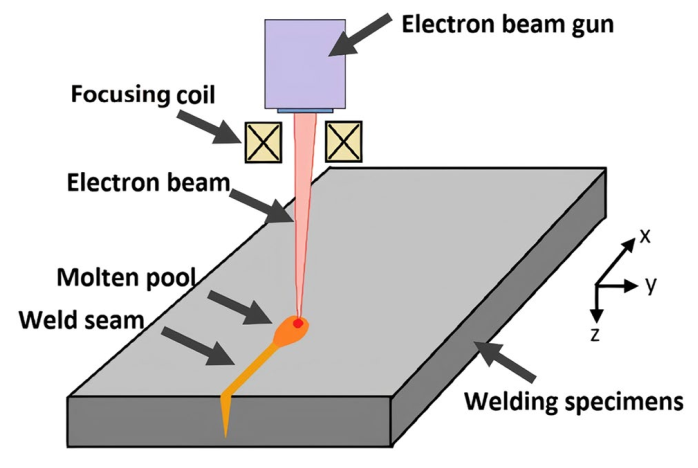
图 14:EBW [参考]
电子束焊接(EBW)广泛应用于航空航天、汽车、核能、电子和医疗行业,用于关键部件的精密连接和无缺陷焊接。.
- 激光束焊接(LBW)
激光束焊接 (LBW) 利用激光束进行精确、深而窄的焊接,无需填充材料,是精密应用的理想选择。它使用聚焦的激光能量连接金属,精度高于电弧焊。LBW 在自动化、高速操作方面表现出色,尤其适用于薄材料的焊接,因此非常适合航空航天和电子行业。.
激光束焊接技术广泛应用于航空航天、汽车、电子和医疗行业,用于对薄材料和复杂部件进行高精度、自动化和无缺陷焊接。.
- 电弧焊
如图15所示,电弧焊通过电弧产生热量,因此用途广泛,在工业领域得到广泛应用。它利用电极和母材之间的电弧产生高温。与激光焊或电子束焊不同,电弧焊的精度较低,但成本效益高且适应性强。电弧焊有多种子类型,包括氩弧焊(TIG焊)、熔化极气体保护焊(MIG焊)和埋弧焊。.
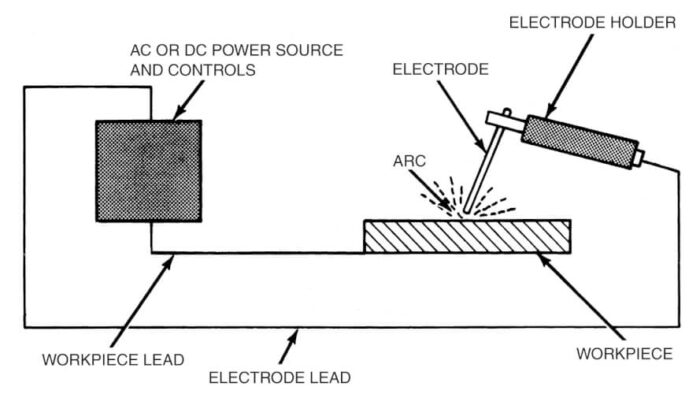
图 15:电弧焊 [参考]
电弧焊因其用途广泛、经济高效地连接金属,被广泛应用于建筑、汽车、造船、管道和一般制造业。.
How is the non-fusion welding done?
相比之下,非熔化焊接方法利用压力或热压相结合的方式,而不熔化母材。.
非熔焊或非熔化焊接方法依靠压力,有时也依靠热量来连接材料,而不会将其熔化。.
示例 非熔焊包括:
- 摩擦搅拌焊接(FSW)
它利用旋转工具产生摩擦热和机械压力,软化材料而不使其熔化。这种固态工艺可确保形成高强度、无缺陷且变形最小的接头,使其成为飞机面板、汽车车身结构和铁路车厢等关键应用的理想选择。如图 16 所示。.
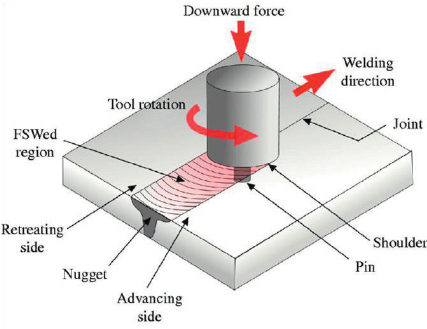
图 16:FSW [参考]
FSW(摩擦搅拌焊接)广泛应用于航空航天、汽车、造船、铁路和电子行业,用于连接铝、镁等轻质材料。您可以在我们的博客中找到更多相关信息:
“Abaqus摩擦搅拌焊接(FSW)仿真——从入门到精通教程”
- 爆炸焊接
爆炸焊接法利用可控的爆炸能量,通过高速冲击将材料连接起来。.
在 Abaqus 中,模拟这一过程涉及对快速施加压力和由此产生的材料变形进行建模,需要精确定义材料属性和相互作用行为,才能准确捕捉焊接动态。.
- 超声波焊接
如图 17 所示,超声波焊接利用高频振动形成固态焊缝,无需熔化材料,因此非常适合塑料和薄金属的焊接。该工艺通过界面摩擦产生热量,形成牢固的连接。与熔焊不同,超声波焊接避免了对周围结构的热损伤,具有高精度和高可靠性,尤其适用于电子、医疗器械和包装行业。.
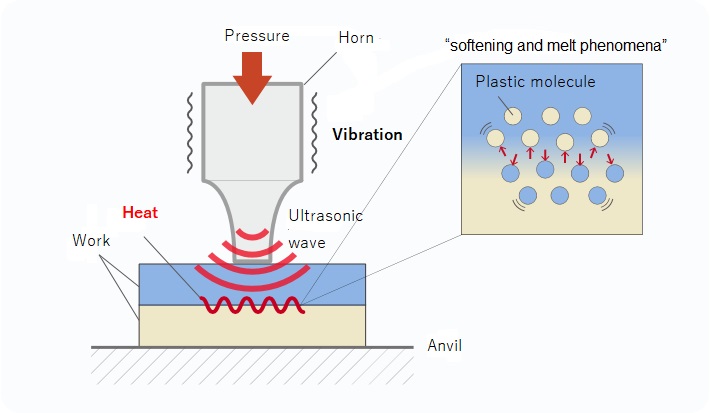
图 17:超声波焊接 [参考]
下表总结了各种焊接方法的加热和压力要求:
| 方法 | Heat | Pressure | Filler |
|---|---|---|---|
| Electron Beam | 是的 | 不 | 是的 |
| Laser Beam | 是的 | 不 | 不 |
| 电弧焊 | 是的 | 不 | 是的 |
| Friction Stir | 是的 | 是的 | 不 |
| Explosive | 不 | 是的 | 不 |
| Ultrasonic | 不 | 是的 | 不 |
结论