2.2. 理论和基础关系
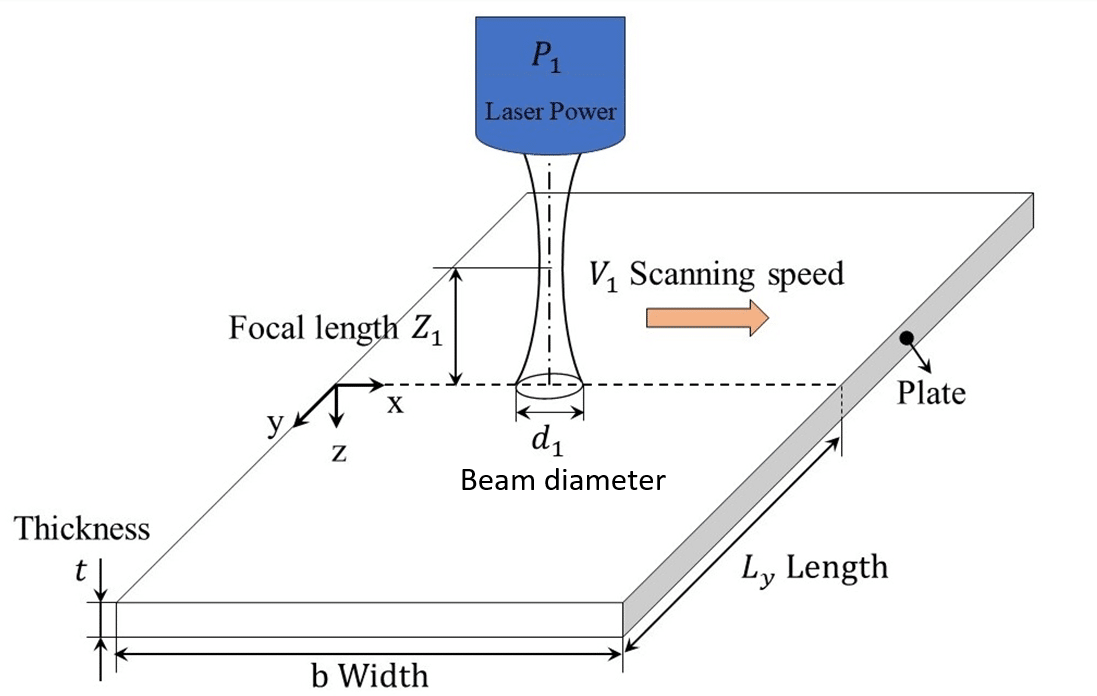
DFLUX 子程序用于在有限元模拟中施加随位置和时间变化的热通量。例如,该子程序可以模拟激光成形和焊接的线性加热过程(略作简化)。在线性加热过程中,通过对板材表面施加热通量,会在其厚度方向上形成温度梯度。该温度梯度会导致板材发生永久变形。为了模拟这一过程,需要对板材施加随时间和位置变化的热通量。在这种加载方式中,热通量由 DFLUX 子程序根据实验设计确定,并包含激光功率、移动速度、光束直径、吸收系数和激光移动路径等参数。.
采用理想高斯分布对激光束在薄片表面的热强度进行建模,其中热通量描述如下:

其中,q(r) 为材料表面所需的热通量强度,η 为传热效率,P 为激光束功率,R 为激光束半径,r 为距激光束中心的距离,且 (x0, ,z0)是光束的位置。.
如果激光头沿 z 轴以速度 V 移动,则有:


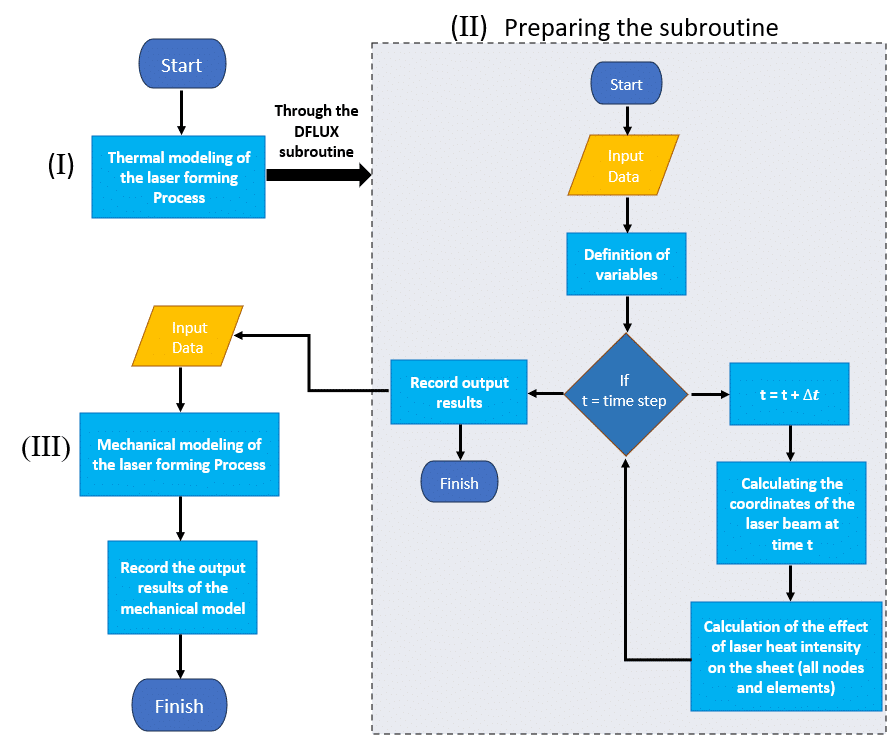
图 4:激光成形建模流程图
综上所述,激光成形模拟流程如下:
- 激光成形过程的热建模
- 设置软件环境并选择Abaqus单位
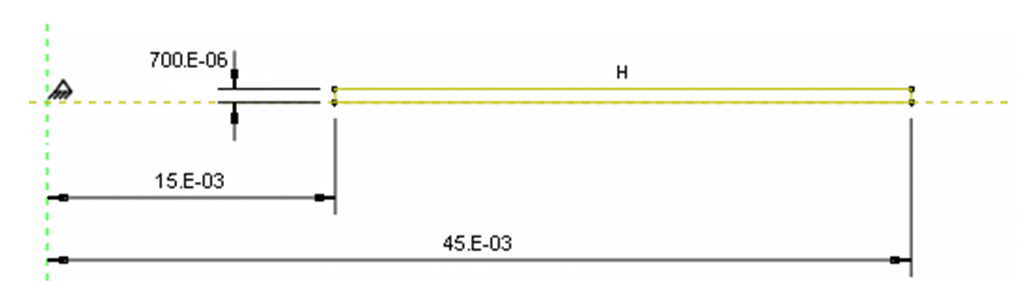
- 创建零件并正确划分零件。
- 定义 AISI 1010 的热性能并创建相关部分
- 在装配模块中创建模型实例
- 创建两个“热传递”步骤(激光移动和冷却步骤),选择输出
- 定义交互作用
- 对模型的热力部分施加边界条件和载荷
- 生成元素并分配元素类型
- 调用子程序
- 提交工作
- 查看热建模部分的结果
- 准备子程序
- 激光成形工艺的力学建模
- 定义 AISI 1010 的力学性能并创建相关章节
- 创建两个“静态,通用”步骤(激光移动和冷却步骤),选择输出
- 应用机械建模部分的边界条件和初始条件(通过调用热建模的输出结果)
- 改变元件类型(元件类型应根据力学分析进行调整)。.
- 提交新工作
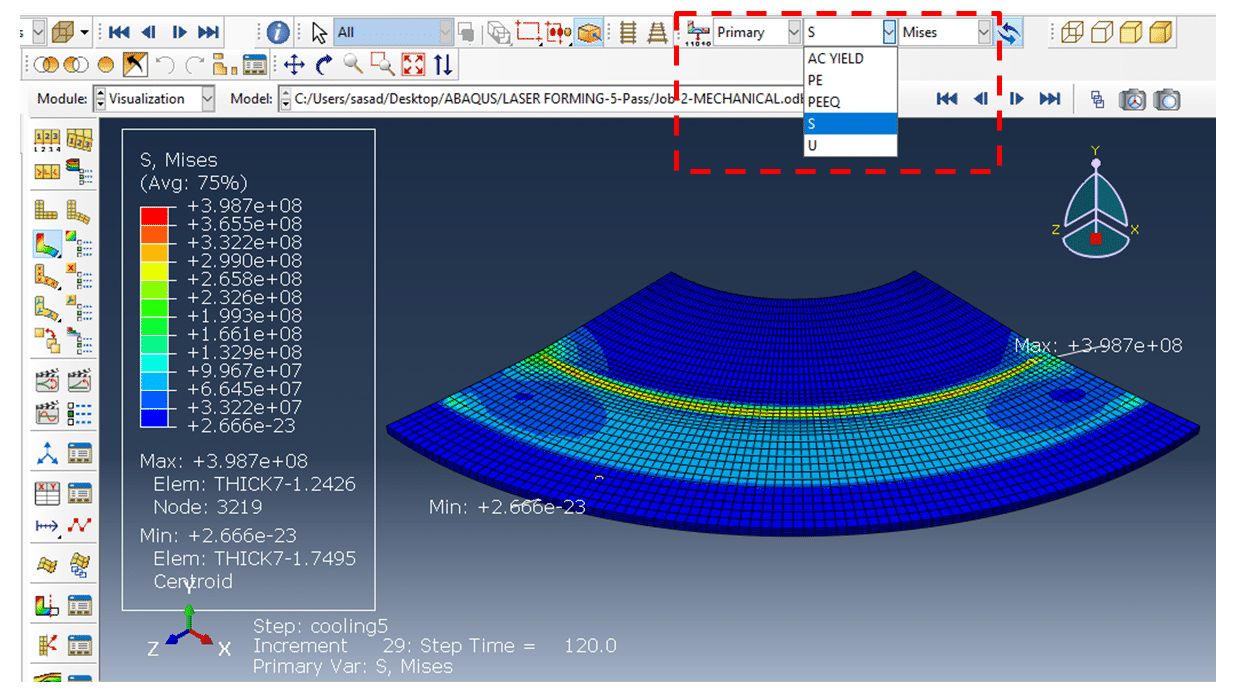
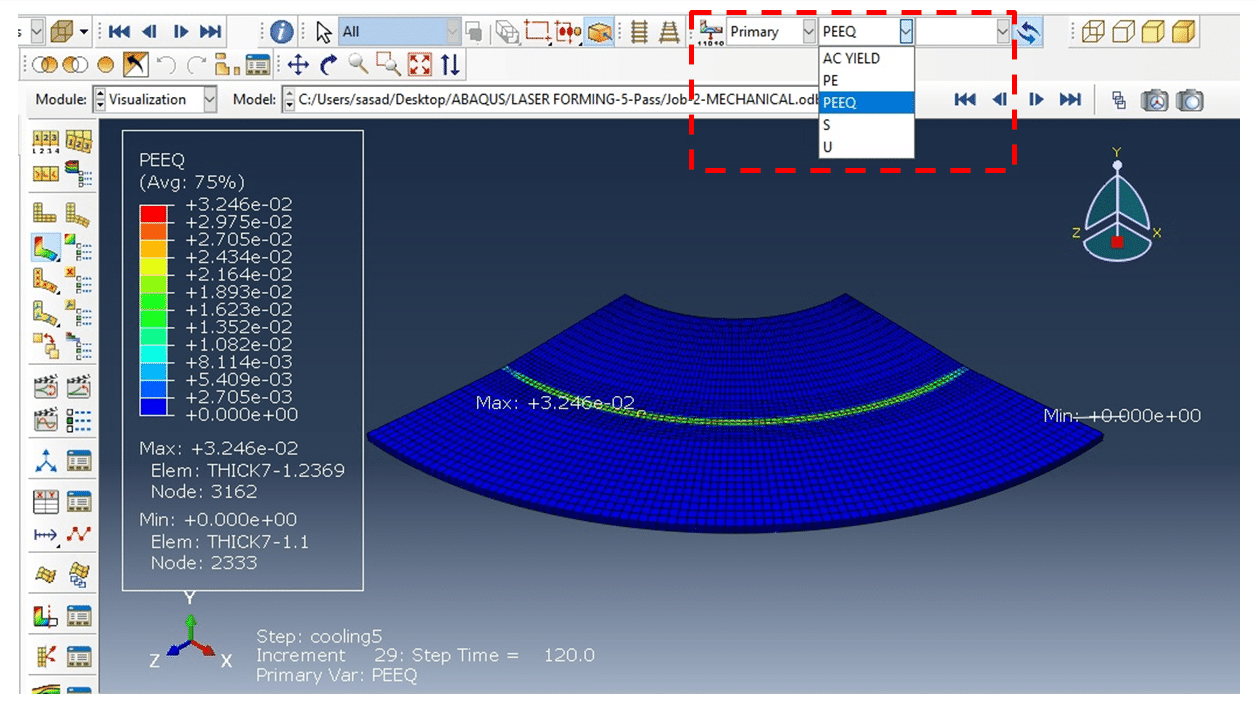
- 查看机械建模部分的结果
3. 工作坊(视频文件):激光成形模拟分步指南
在研讨会上,我们选取了一块AISI 1010钢板,模拟激光束产生的热流。研讨会通过视频提供了完整的逐步指导,以简化激光成形过程的模拟。.
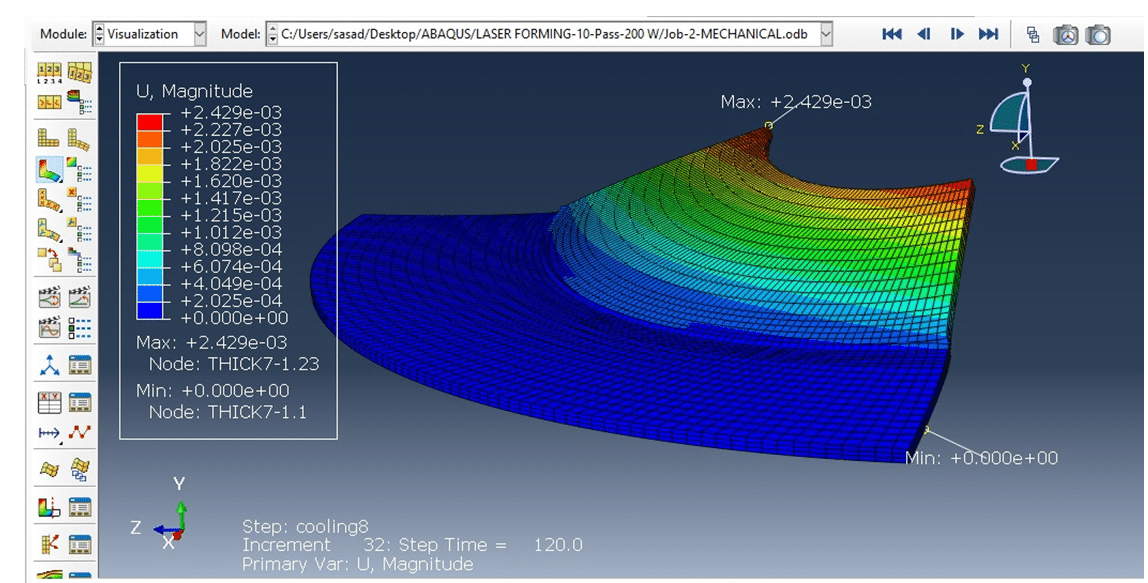
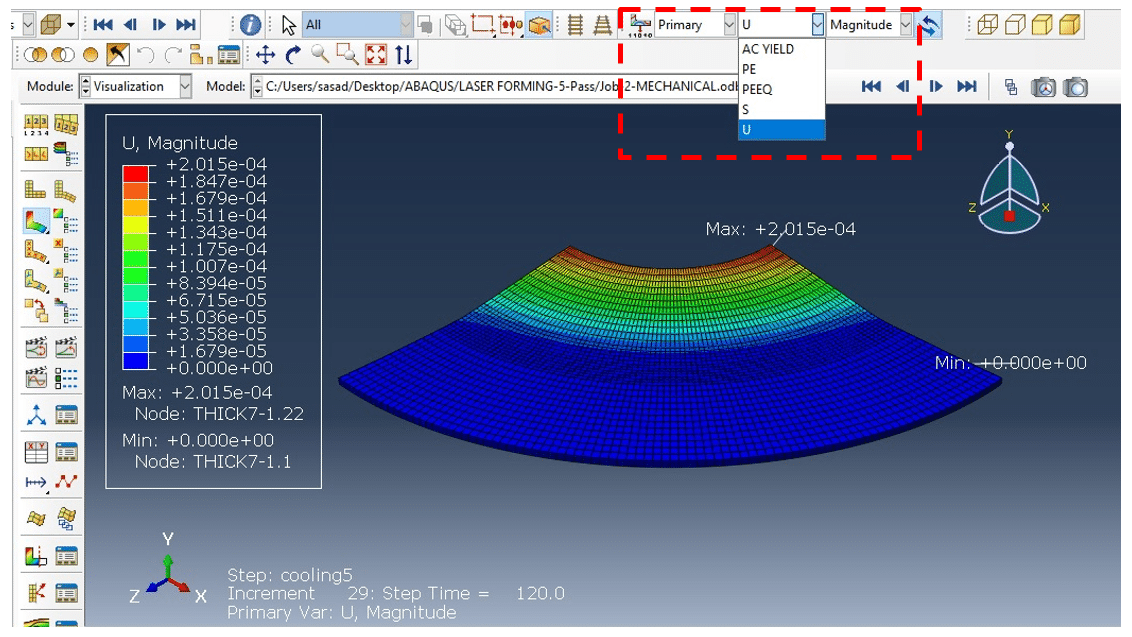
在视频中,我们使用了两个“传热”步骤进行热建模,以及两个“静态,通用”步骤进行力学建模,并定义了激光成形过程所需的所有输出。然后,我们将采用非均匀网格划分方式:在扫描路径附近(由于该区域热通量较高)使用非常精细的网格,而在远离扫描路径的区域使用较粗的网格。这种网格划分方式既能满足仿真结果的精确性要求,又能减少计算时间。接下来,我们定义了板材与环境之间的热相互作用。然后,我们施加了边界条件和载荷,例如热通量、板材初始温度等。最后,我们详细演示了如何调用子程序、提交作业以及提取结果(包括激光成形过程的热建模和力学建模部分)。.
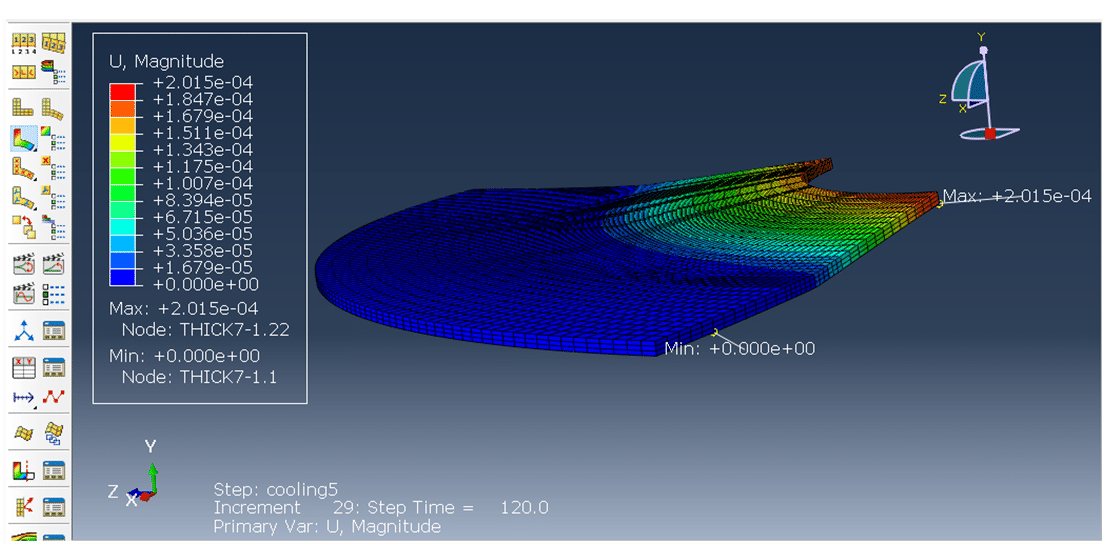
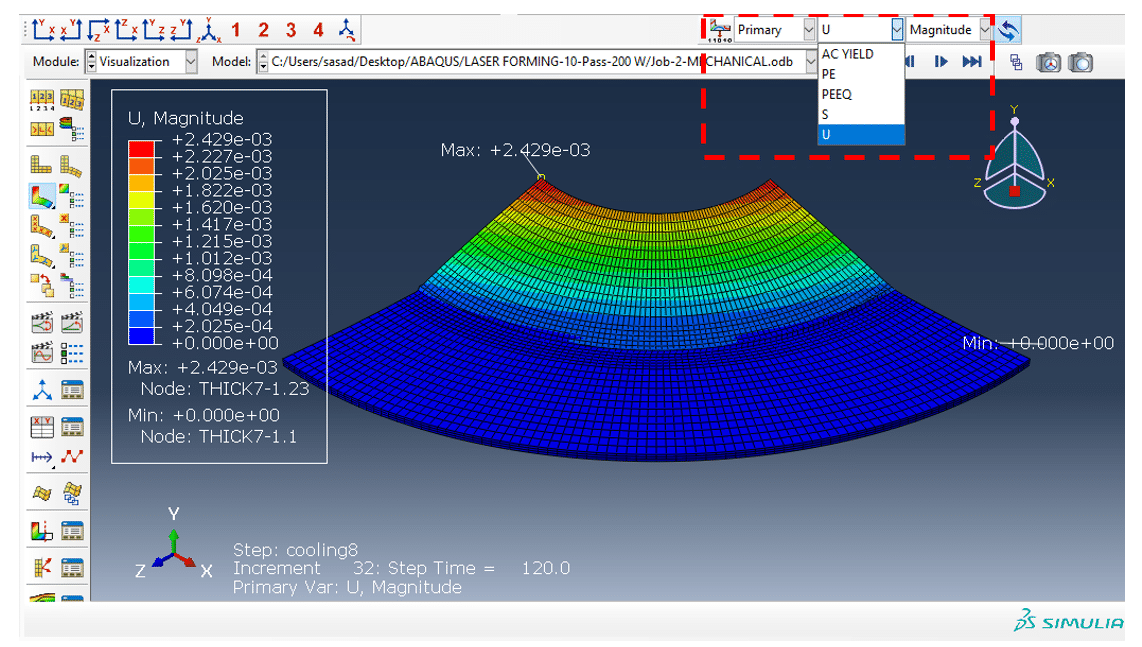
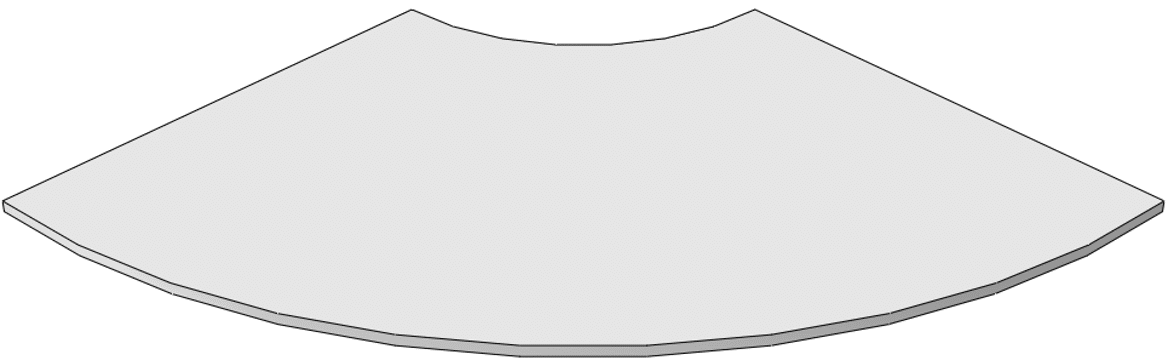
为了验证该模型,将板材变形(U)的仿真结果与实验结果进行了比较。仿真中板材的位移与实验结果吻合良好。.
看看会很有帮助 Abaqus 文档 要理解为什么在没有任何辅助工具的情况下启动 Abaqus 仿真会如此困难 Abaqus教程.
需要注意的是,在使用 Abaqus 进行仿真时,务必注意输入数值的单位。没错!Abaqus 本身没有单位,但您输入的数值必须使用一致的单位。您可以了解更多相关信息。 Abaqus中的单位制。.











Abaqus激光成形工艺教程 有 1 个评价
施瑞亚 –
这套教学资源包确实帮助我很好地理解并实施了Abaqus中的激光成形仿真流程。循序渐进的视频教程以及输入输出文件都非常实用,让我能够快速构建模型并将结果与实验数据进行比较。.
我从这套学习资料中学到的关键内容包括:
使用 DFLUX 子程序施加随时间和空间变化的热通量。
模拟板材厚度方向上的温度梯度及其引起的永久变形的影响
将仿真结果与实验数据进行比较,发现两者吻合良好。
此外,我想更深入地了解 DFLUX 子程序。您是否有任何相关的软件包推荐?非常感谢!.
CAE 助理组专家 –
是的,我们网站上有dflux packahe。.
https://caeassistant.com/product/dflux-subroutine-in-abaqus/